隨著礦山行業(yè)對(duì)智能化、高效化生產(chǎn)的需求日益增長(zhǎng),集靈礦山三維生產(chǎn)指揮調(diào)度系統(tǒng)應(yīng)運(yùn)而生,為礦山企業(yè)提供全面的產(chǎn)品與解決方案,并結(jié)合專業(yè)的工程管理服務(wù),助力企業(yè)實(shí)現(xiàn)生產(chǎn)調(diào)度的數(shù)字化升級(jí)。本文將從系統(tǒng)產(chǎn)品特點(diǎn)、解決方案應(yīng)用以及工程管理服務(wù)三個(gè)方面展開(kāi)介紹。
一、系統(tǒng)產(chǎn)品特點(diǎn)
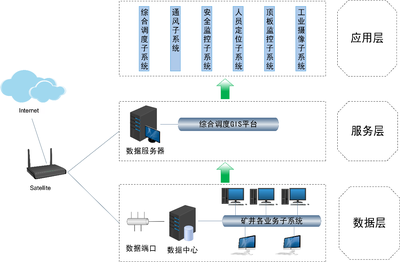
集靈礦山三維生產(chǎn)指揮調(diào)度系統(tǒng)以三維可視化技術(shù)為核心,集成地理信息系統(tǒng)(GIS)、物聯(lián)網(wǎng)(IoT)和大數(shù)據(jù)分析等先進(jìn)技術(shù),具備以下突出特點(diǎn):
- 三維可視化:通過(guò)高精度三維模型,實(shí)時(shí)展示礦山地質(zhì)結(jié)構(gòu)、設(shè)備分布和生產(chǎn)狀態(tài),提升指揮調(diào)度的直觀性。
- 智能調(diào)度:基于算法優(yōu)化,自動(dòng)分配生產(chǎn)任務(wù)和設(shè)備資源,減少人為干預(yù),提高生產(chǎn)效率。
- 實(shí)時(shí)監(jiān)控:通過(guò)傳感器和攝像頭,實(shí)時(shí)采集生產(chǎn)數(shù)據(jù),及時(shí)發(fā)現(xiàn)異常并預(yù)警,確保安全生產(chǎn)。
- 數(shù)據(jù)集成:整合礦山各部門數(shù)據(jù),實(shí)現(xiàn)信息共享和協(xié)同管理,支持決策分析。
二、解決方案應(yīng)用
該系統(tǒng)提供全面的解決方案,適用于各類礦山場(chǎng)景,包括露天礦和地下礦。主要應(yīng)用領(lǐng)域包括:
1. 生產(chǎn)指揮調(diào)度:通過(guò)三維界面,調(diào)度員可以直觀監(jiān)控設(shè)備運(yùn)行、車輛軌跡和人員位置,快速響應(yīng)突發(fā)事件。
2. 資源優(yōu)化管理:基于數(shù)據(jù)分析,優(yōu)化礦石開(kāi)采、運(yùn)輸和加工流程,降低能耗和成本。
3. 安全監(jiān)管:集成安全監(jiān)測(cè)模塊,實(shí)時(shí)評(píng)估風(fēng)險(xiǎn),預(yù)防事故,提升整體安全管理水平。
4. 環(huán)境監(jiān)測(cè):結(jié)合生態(tài)保護(hù)需求,監(jiān)控礦山環(huán)境影響,支持可持續(xù)發(fā)展。
實(shí)際應(yīng)用中,該系統(tǒng)已在多個(gè)大型礦山項(xiàng)目中成功部署,幫助企業(yè)提升產(chǎn)能20%以上,同時(shí)降低運(yùn)營(yíng)成本15%。
三、工程管理服務(wù)
為確保系統(tǒng)順利實(shí)施和長(zhǎng)期穩(wěn)定運(yùn)行,集靈提供專業(yè)的工程管理服務(wù),涵蓋從規(guī)劃到運(yùn)維的全生命周期:
1. 項(xiàng)目規(guī)劃與咨詢:根據(jù)礦山實(shí)際需求,定制化設(shè)計(jì)系統(tǒng)架構(gòu),確保方案可行性。
2. 系統(tǒng)部署與集成:由經(jīng)驗(yàn)豐富的工程師團(tuán)隊(duì)負(fù)責(zé)硬件安裝、軟件配置和數(shù)據(jù)遷移,確保無(wú)縫集成現(xiàn)有設(shè)施。
3. 培訓(xùn)與支持:為用戶提供操作培訓(xùn)和技術(shù)支持,幫助員工快速掌握系統(tǒng)使用,提升應(yīng)用效果。
4. 運(yùn)維與升級(jí):提供持續(xù)的系統(tǒng)維護(hù)、性能優(yōu)化和功能升級(jí)服務(wù),適應(yīng)礦山動(dòng)態(tài)變化的需求。
通過(guò)一體化工程管理服務(wù),集靈確保礦山企業(yè)能夠最大化發(fā)揮三維生產(chǎn)指揮調(diào)度系統(tǒng)的價(jià)值,實(shí)現(xiàn)智能化轉(zhuǎn)型。
集靈礦山三維生產(chǎn)指揮調(diào)度系統(tǒng)不僅是一款先進(jìn)的產(chǎn)品,更是一套完整的解決方案,結(jié)合專業(yè)的工程管理服務(wù),為礦山行業(yè)帶來(lái)效率提升、成本降低和安全保障。隨著技術(shù)的不斷演進(jìn),該系統(tǒng)將持續(xù)優(yōu)化,助力礦山企業(yè)邁向更智能、綠色的生產(chǎn)新時(shí)代。